曲軸修理的流程是怎樣的?
曲軸修理流程得看具體情況。
先全面檢查曲軸工作狀態(tài),用千分尺、游標(biāo)卡尺等量具精確測(cè)量主軸頸和連桿軸頸直徑,觀察外觀有無(wú)磨損、裂紋、變形 。
若只是輕度磨損,可采用磨削修復(fù)。磨削要嚴(yán)格控制磨削量,保證軸頸圓柱度和圓度符合標(biāo)準(zhǔn),磨完后進(jìn)行拋光提高表面光潔度,減少摩擦阻力。
要是曲軸有裂紋,小裂紋可焊接修復(fù),但焊接工藝要求高,得專(zhuān)業(yè)設(shè)備和技術(shù)人員操作,焊后還要熱處理消除應(yīng)力,防止再次開(kāi)裂。
曲軸磨損修復(fù)方法多樣。軸頸直徑在80mm以下,圓度及圓柱度誤差超過(guò)0.025mm;或軸頸直徑在80mm以上,應(yīng)按規(guī)定尺寸修磨,或振動(dòng)堆焊、鍍鉻、鍍鐵后再磨削至規(guī)定尺寸 。
曲軸的磨削在曲軸校正基礎(chǔ)上進(jìn)行,要保證主軸頸和連桿軸頸各軸心線同軸度、兩軸心線間平行度,限制曲柄半徑誤差,保證連桿軸頸相互位置夾角精度,通常在曲軸磨床上進(jìn)行。
連桿軸頸磨損不均勻,有偏心磨削法和同心磨削法。同心磨削法磨削后保持連桿軸頸軸線位置不變,柴油機(jī)曲軸磨削常用,能確保發(fā)動(dòng)機(jī)性能不變。偏心磨削法按磨損后的連桿軸頸表面定位磨削,軸頸中心線位置和曲柄半徑會(huì)變,要盡量減少曲柄半徑增加量,保證同位連桿軸頸軸心線同軸度誤差不大于±0.10mm,以保證曲軸運(yùn)轉(zhuǎn)平衡。
當(dāng)曲軸軸頸磨損嚴(yán)重,修理尺寸法達(dá)不到效果時(shí),采用涂層技術(shù)修復(fù)后再磨削至規(guī)定尺寸。修理尺寸法是將待修配合副中一個(gè)零件機(jī)械加工恢復(fù)正確形狀獲新修理尺寸,再選配相應(yīng)尺寸零件恢復(fù)配合性質(zhì),磨損量不大的曲軸可用磨削達(dá)到修理尺寸 。
要是發(fā)動(dòng)機(jī)曲軸抱死,先拆卸發(fā)動(dòng)機(jī),把曲軸和軸瓦、連桿和活塞、活塞銷(xiāo)、氣缸蓋、凸輪軸都拆下來(lái)。接著詳細(xì)檢測(cè),包括曲軸、氣缸筒、活塞、凸輪軸和軸承襯套的不圓度,不圓度超標(biāo)就修理或更換配件。最后按大修標(biāo)準(zhǔn)裝配發(fā)動(dòng)機(jī),裝配后測(cè)量氣缸壓力,進(jìn)行發(fā)動(dòng)機(jī)平臺(tái)測(cè)試,正常后安裝到車(chē)上試運(yùn)行 。
此外,修理時(shí)還可能需更換曲軸軸承,要選尺寸、材質(zhì)、精度都合適的軸承,安裝注意方法和扭矩。
(圖/文/攝:太平洋汽車(chē) 整理于互聯(lián)網(wǎng))
>>點(diǎn)擊查看今日優(yōu)惠<<
-
1比亞迪全新跑車(chē)內(nèi)飾諜照曝光 有望上海車(chē)展亮相
- 2全新智己L6將于4月18日發(fā)布及預(yù)售 全系800V/激光雷達(dá)/四輪轉(zhuǎn)向
- 3小米市值兩天縮水超1200億港元 股價(jià)較歷史高點(diǎn)跌超25%
- 4比亞迪夏推限時(shí)購(gòu)車(chē)政策 補(bǔ)貼后20.78萬(wàn)元起
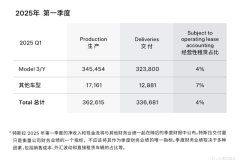
- 5特斯拉一季度全球銷(xiāo)量33.67萬(wàn)輛 同比下降13% 國(guó)內(nèi)銷(xiāo)量占比超40%
- 6樂(lè)道L90官方視頻發(fā)布 新車(chē)計(jì)劃于2025上海車(chē)展亮相
- 7比亞迪6款車(chē)型限時(shí)一口價(jià) 最低只要5.68萬(wàn)元起
相關(guān)閱讀點(diǎn)擊加載更多一级a做免费大全在线观看_国产三级精品三级男人的天堂_欧美激情二区在线播放_人妻中文字幕无码中出About PCGROUP | 網(wǎng)站介紹 | 隱私政策 | 廣告服務(wù) | 合作媒體 | 投稿指南 | 使用條款 | 網(wǎng)站律師 | 聯(lián)系我們 | 車(chē)商幫加盟 | 招聘精英 | 網(wǎng)站地圖 | 用戶(hù)體驗(yàn)提升計(jì)劃 | PCauto
-
未經(jīng)授權(quán)禁止轉(zhuǎn)載、摘編、復(fù)制或建立鏡像,如有違反,追究法律責(zé)任。
網(wǎng)站備案號(hào):粵B2-20040647號(hào)-12
舉報(bào)郵箱:shenhezhiban@pconline.com.cn

亚洲成aV人在线视猫咪 | 日本亚洲欧洲免费无线码 | 亚洲国产精品久久电影欧美 | 亚洲日韩国产综合 | 亚洲视频在线高清观看你懂得 | 一级按摩a视频在线观看 |<abbr id="6vcb1"><tfoot id="6vcb1"><output id="6vcb1"></output></tfoot></abbr> <style id="6vcb1"><u id="6vcb1"><thead id="6vcb1"></thead></u></style> - 2全新智己L6將于4月18日發(fā)布及預(yù)售 全系800V/激光雷達(dá)/四輪轉(zhuǎn)向











 粵公網(wǎng)安備 44010602000157號(hào)
粵公網(wǎng)安備 44010602000157號(hào)