怎樣維修氣門座圈的故障
維修氣門座圈故障,得先了解常見故障情況,像工作面磨損變寬超2mm、燒蝕出現斑點凹陷,有裂紋,或者松曠脫落等。
先說怎么拆除氣門座圈。常見方法有切削法,在機床上用刀具把它切削掉;拉拔法,用拉拔工具直接從氣缸蓋上拉出來;還有電焊加熱法,用電焊設備焊條加熱,破壞它與座圈底孔的過盈配合。
接著是維修方法。當氣門座密封錐面只是有輕微磨損,寬度沒超2.5mm,或者只有少量淺麻點及蝕痕,可采用研磨法。研磨分 手工和機器兩種。手工研磨以氣門作工具,按先粗磨后精磨,以氣門導管孔定位,結束后得把氣缸蓋上研磨膏清洗干凈。要是磨損量不大,僅表面燒蝕,可研磨修復;磨損較大、密封不嚴,但氣門下陷量在允許范圍,能銑削并研磨;磨損嚴重、氣門下陷量超允許值,就要配鑲氣門座圈。
配鑲氣門座圈有講究。材料選球墨鑄鐵、合金鑄鐵或奧氏體鋼。尺寸根據氣門座口和氣門尺寸確定,要有足夠緊度、合適高度和內徑。銑削用專用對中工具,用力均勻不能倒退,根據氣門下陷量等選不同規格銑刀。氣門座圈鑲入有冷縮和熱脹兩種方法。熱脹法是把缸體加熱到100℃左右,座圈涂密封劑,墊軟金屬后沖入座孔。
氣門座的鉸削也很關鍵。工作面燒蝕有斑點凹陷就得鉸削,用氣門座鉸刀,由導桿和不同直徑、角度鉸刀組成。鉸削時按氣門導管內徑選導桿,保證鉸出的氣門座與氣門導管中心線重合。先用粗刃鉸刀初鉸,去掉燒蝕斑點等;精鉸用45°細刃鉸刀或鉸刀墊細砂紙細鉸磨光,降低接觸面粗糙度。
最后是檢修。發現氣門座圈有損壞跡象要檢修,方法有觀察法,看表面有無磨損裂紋;測量法,用量具測尺寸是否符合標準;壓力測試法,測密封性能好不好。
總之,維修氣門座圈故障,得根據具體故障情況,選對方法,注意細節,這樣才能保證維修質量,讓發動機正常工作。
(圖/文/攝:太平洋汽車 整理于互聯網)
>>點擊查看今日優惠<<
-
1比亞迪全新跑車內飾諜照曝光 有望上海車展亮相
- 2全新智己L6將于4月18日發布及預售 全系800V/激光雷達/四輪轉向
- 3小米市值兩天縮水超1200億港元 股價較歷史高點跌超25%
- 4比亞迪夏推限時購車政策 補貼后20.78萬元起
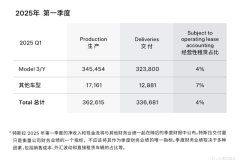
- 5特斯拉一季度全球銷量33.67萬輛 同比下降13% 國內銷量占比超40%
- 6樂道L90官方視頻發布 新車計劃于2025上海車展亮相
一级a做免费大全在线观看_国产三级精品三级男人的天堂_欧美激情二区在线播放_人妻中文字幕无码中出亚洲成在人线在线播放 | 亚洲成AV人在线观看福利 | 特级黄国产片一级视频播放 | 亚洲欧美精品伊人久久 | 免费国产高清精品一区在线 | 日韩欧美中文字幕第一页 |<abbr id="6vcb1"><tfoot id="6vcb1"><output id="6vcb1"></output></tfoot></abbr> <style id="6vcb1"><u id="6vcb1"><thead id="6vcb1"></thead></u></style> - 2全新智己L6將于4月18日發布及預售 全系800V/激光雷達/四輪轉向











 粵公網安備 44010602000157號
粵公網安備 44010602000157號